Material Handling
NSK Bearings for Material Handling

Our bearings can handle both medium to high loads and operate in dust and contaminated environments. NSK’s bearing solutions include special materials, seals, cages and lubrication.
Operating conditions: dust, water ingress, high loads, handling/transport systems often outside
Goods such as building materials, gravel, cement, ore or granules are regularly transported using conveyor belts or screw conveyors with one drive. These systems that cover long distances or span several levels often need a second drive. In these cases, it is essential to use robust bearings that can smoothly transport and distribute the bulk materials and provide reliable protection against contamination.
The features of NSK’s deep-groove ball bearings include patented seals offering dependable protection from contamination in tough conditions with fluctuating temperatures. Bearing units with long-term lubrication make a significant contribution towards reducing servicing and replacement costs throughout the equipment’s lifetime.
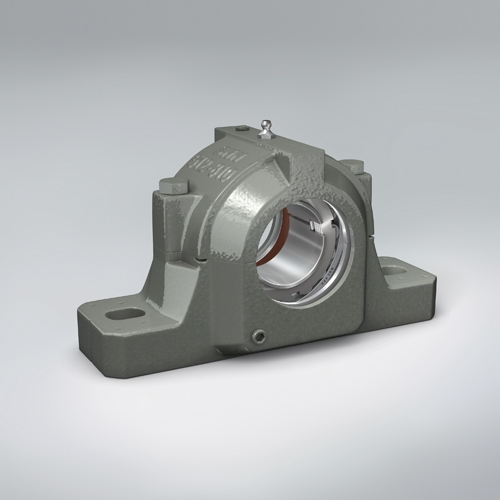
The SNN Series of Plummer Blocks
NSK’s SNN series of plummer blocks offer several seal types to cater for a range of requirements. The individual components are easy to install, remove and service. They also offer advantages such as high rigidity and good heat dissipation.
Our Innovations:
NSKHPS Spherical Roller Bearings
Sealed-Clean Bearings for Sintering Pallet

Operating conditions: water ingress and aggressive environmental conditions
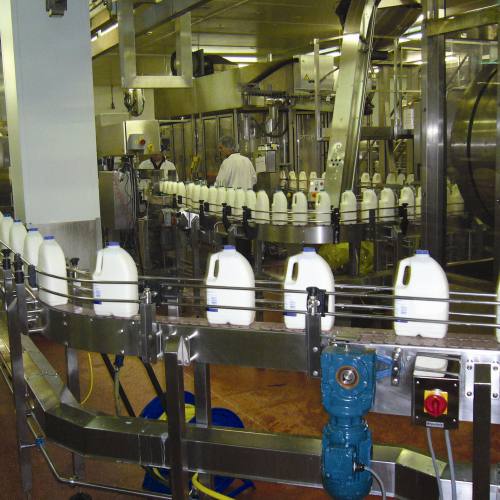
The conveyor belt systems used in the food industry or to transport chemical products may operate in different environments, but they all have one thing in common: the belt rollers have to be resistant to dust, process fluids and detergents.
Most bearing unit housings are made from types of plastic which can withstand aggressive environmental conditions. One of the materials used by NSK for housings is thermoplastic polyester (PBT), which is highly resistant to corrosion. In conjunction with Molded-Oil bearing inserts and nitrile rubber seals, this guarantees good chemical resistance and a long service life.
The Life-Lube® range
The Life-Lube® range is resistant to corrosion due to its thermoplastic housing. When used with special nitrile rubber seals, stainless steel bearings and Molded-Oil lubricants, the Life-Lube® range is ideal for applications where contact with water and process fluids is unavoidable.
Our Innovations:
Stainless Steel Units
Molded-Oil Bearings

Molded-Oil Bearings
Containing NSK’s original oil-impregnated material offering continuous lubrication during operation- suitable for corrosive and dust-contaminated environments. >>

NSKHPS Series Roller Bearings
Advanced material technology offering higher speeds and higher load ratings. >>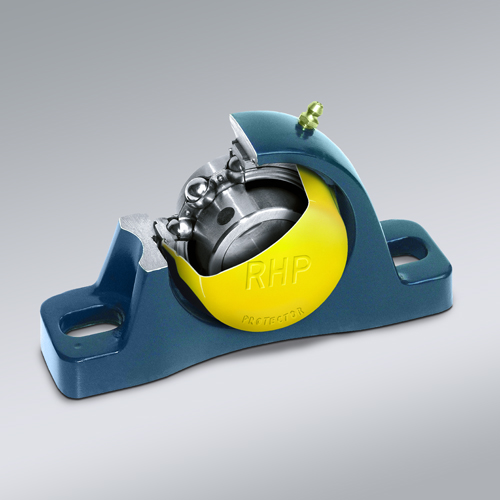
Self-Lube® Units
A versatile range of housings and inserts, suitable for a wide range of industrial applications. >>
Self-Lube® Inserts with Flinger Seals
Specially designed to provide the insert with additional protection from external contaminants. >>